



坐標測量機的軟件主要有哪幾大部分,各有什么作用
坐標測量機的軟件組要包括對測量數(shù)據(jù)的評估,對于數(shù)控測量機來說,還有零件編程的功能。上述兩大部分均對測量機的有效應(yīng)用發(fā)揮著重要作用。
零件編程軟件:
在數(shù)控測量機中,零件編程軟件主要分為以下三種方法:
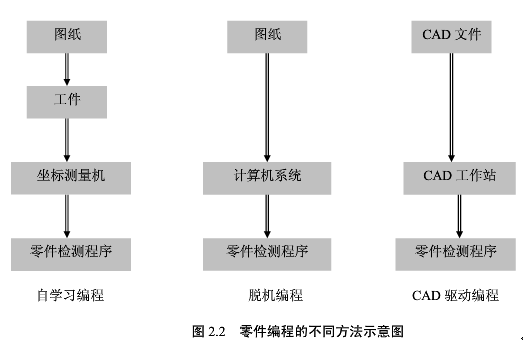
1)自學(xué)編程 自學(xué)編程方法目前得到為廣泛的應(yīng)用,它是直接通過坐標測量機進行操作,計算機數(shù)控程序的步驟依賴于手動操作的方法。在程序編制過程中,需要圖紙、測量工件、坐標測量機來進行。這種方法的主要缺點在于在進行自學(xué)編程過程中,坐標測量機不能進行實際測量。
2)脫機編程 脫機編程在編程過程中,脫離開測量機而直接在計算機或工作站上進行處理。與自學(xué)習(xí)方法的不同之處在于,實際測量工件和測量機不再需要,一個單獨的計算機系統(tǒng)承擔(dān)了坐標測量機的任務(wù)。在自學(xué)習(xí)和脫機編程過程中,數(shù)控測量程序的編制均來源于圖紙,脫機編程較自學(xué)習(xí)編程的優(yōu)勢在于不再浪費測量機寶貴的操作機時。
3)CAD驅(qū)動編程 CAD驅(qū)動編程同脫機編程有著很大的相同之處。主要區(qū)別在于測量程序不再依賴于圖紙,而來源于現(xiàn)有的CAD數(shù)據(jù)。由于通過CAD編程,測量機可利用一些諸如運動路徑、測量點、或評估等程序和操作。上述操作可通過在線或一些合適的借口標準如:DMIS(幾何量測量借口標準)標準。
以上三種編程方法的主要流程如下圖所示:
還有一種編程方法叫做基于特征量的編程方法,主要方法是編制一套主控程序包容了索要測量的所有元素。在檢測過程中,比如在進行加工完成后,三坐標測量機的操作者可從中提選與測量任務(wù)有關(guān)的一些元素進行測量工作。這意味著在針對某一零件進行完整的程序編制產(chǎn)生主控程序后就不再需要進行額外的程序編制了。
評估軟件:
評估軟件的功能在于修正、轉(zhuǎn)換、計算和分析由測量機所測數(shù)據(jù)。
1)修正 在進行測量機的操作中步是進行測頭的修正,包括測桿長度、方向的定義以及與測頭系統(tǒng)有關(guān)的誤差修正。
2)轉(zhuǎn)換 轉(zhuǎn)換程序的主要任務(wù)是將測量數(shù)據(jù)進行機器坐標系和工件坐標系的轉(zhuǎn)換。工件坐標系由圖紙進行定義,通過測量工件上的參考點得到。
3)計算 計算程序是坐標測量機軟件的核心。其中應(yīng)用模塊的多少直接影響坐標測量機的性能。基礎(chǔ)應(yīng)用模塊包括對標準測量任務(wù)的處理和計算,如定義孔之間的距離、而之間的夾角,或圓柱、圓錐的直徑等。
在基礎(chǔ)應(yīng)用模塊之外,為滿足現(xiàn)代工業(yè)的需求,還有一些其他測量軟件包完成對特殊形狀的測量任務(wù),從而豐富了測量機的應(yīng)用。主要包括:齒輪與螺紋、曲線曲面、凸輪/凸輪軸、活塞、蝸輪傳動裝置以及葉片的測量等。
4)分析 分析模塊提供給測量機用戶以下功能:不同變化的比較、測量結(jié)果的報告、統(tǒng)計分析以及向數(shù)據(jù)庫和其他計算機或流程傳輸測量數(shù)據(jù)。
合型激光掃描機|三維激光抄數(shù)機|三維輪廓掃描儀")
合式3D影像測量系統(tǒng)")
合式影像測量儀")

同類文章排行
- 芯片厚度高精度測量,上下激光實時顯示厚度
- 測量IC引腳尺寸和位置原來這么簡單,人工檢測已經(jīng)落伍了
- 取暖器外殼掃描測量,逆向工程怎能沒它
- 卷軸手機出現(xiàn),導(dǎo)軌平行度的測量精度再引關(guān)注
- 龍門式三坐標機測量沖壓件,高精度快速完成大體積
- 測量晶圓平整度,高精度與快速兩者兼具
- 國產(chǎn)心臟支架壓縮成本,高精度測量不丟品質(zhì)
- 晶圓平面度測量兼顧精度、無損、快速
- 智能手表中框平面度測量,快速批量檢測不失高精度
- 衛(wèi)星表面鈑金平面度測量,適用于各類鈑金件
最新資訊文章
- 芯片厚度高精度測量,上下激光實時顯示厚度
- 5G手機天線尺寸測量,高精度測量讓內(nèi)部空間更充盈
- 測量IC引腳尺寸和位置原來這么簡單,人工檢測已經(jīng)落伍了
- 取暖器外殼掃描測量,逆向工程怎能沒它
- 卷軸手機出現(xiàn),導(dǎo)軌平行度的測量精度再引關(guān)注
- 龍門式三坐標機測量沖壓件,高精度快速完成大體積
- 玻璃刮傷自動檢測,氣泡、壓傷等檢測皆能使用該設(shè)備
- 產(chǎn)品油墨厚度測量,干濕狀態(tài)皆能高精度完成
- 測量晶圓平整度,高精度與快速兩者兼具
- 國產(chǎn)心臟支架壓縮成本,高精度測量不丟品質(zhì)
您的瀏覽歷史

